Что такое вентилируемый шнек экструдера?
Дата:2022-5-14 Автор:hcscrew

Вентилируемый шнек экструдера также известен как дегазирующий шнек одношнекового экструдера или сокращенно вентиляционный шнек. Одношнековые экструдеры бывают вентилируемые и невентилируемые.
01 Почему мы используем вентилируемый шнек экструдера?
PO, PA, PC, PET и другие полимерные материалы легко впитывают влагу в процессе хранения и размещения. Производители пластмасс могут добавлять в них большое количество наполнителей, чтобы сэкономить сырье. Наполнители пластичны, потому что содержат карбонат кальция, древесную муку и т.д., и привносят много газа, как ПВХ. Такие материалы летучи. Пластификация происходит в бочке, где влага и летучие вещества не могут быть удалены, что приводит к появлению дефектов в продукте. В этом случае мы можем использовать конструкцию с вентилируемым шнеком.
Вентилируемый шнек экструдера непрерывно извлекает летучие вещества из полимера. Этот тип экструдера имеет одно или несколько вентиляционных отверстий в стволе для выхода летучих веществ. Экструзия воды из мономеров, олигомеров, реактивов поликонденсации (таких как вода), летучих полимерных ингредиентов и гидрофильных полимеров (ABS, PA, PC и т.д.) возможна с помощью экструдера с отводом воздуха.
02 Какова типичная структура шнека вентилируемого экструдера?
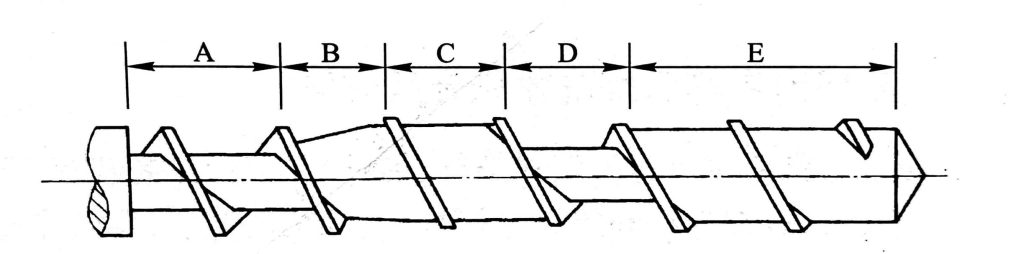
На приведенной выше схеме показан типичный двухступенчатый вентилируемый шнек экструдера, имеющий не менее пяти функциональных сегментов различной геометрии. Три участка – это загрузочный участок, участок сжатия и участок дозирования. Они такие же, как и у шнека общего назначения. Имеется дозирующая секция, секция выпуска воздуха и декомпрессии, а также секция быстрого сжатия и откачки.
Для эффективной вентиляции существует два основных функциональных требования.
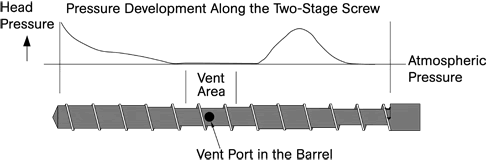
1) давление полимера под вентиляционным отверстием равно нулю.
Это препятствует вытеканию расплава полимера через вентиляционное отверстие. В случае пустой винтовой канавки давление не может развиваться. По крайней мере, в направлении винтовой канавки. Для достижения частичного заполнения глубина вентиляционной секции должна быть намного больше глубины дозирующей секции. По крайней мере, в три раза больше. Пропускная способность насосной секции должна быть больше, чем пропускная способность дозирующей секции. Если пропускная способность насосной секции недостаточна, расплав полимера будет застаиваться в насосной секции. Затем он выйдет через вентиляционное отверстие. Поэтому соотношение глубины винтовой канавки насосной секции и глубины дозирующей секции обычно принимается равным 1,5 ~ 2,0.
2) Полимер в вентиляционном отверстии полностью расплавлен.
Уплотнение между вентиляционным отверстием и загрузочным отверстием недостаточно прочное. Невозможно соблюсти требования к вакууму, что влияет на выделение летучих веществ. Диффузия контролирует вентиляционное отверстие на экструдере. Коэффициент диффузии сильно зависит от температуры. Если температура полимера ниже точки плавления, диффузия происходит с очень низкой скоростью. Для того чтобы увеличить скорость диффузии, а значит, и эффективность вентиляции, температура полимера должна быть выше точки плавления. Поскольку полимер должен находиться в расплавленном состоянии, коэффициент диффузии увеличивается по мере повышения температуры расплава.
Расплавленные полимеры могут обновлять свою поверхность, что ускоряет процесс вентиляции. Степень обновления поверхности играет важную роль в конструкции шнека. А многовитковая вентиляционная секция с большим шагом повысит эффективность отвода газов. Для достижения высокой эффективности отвода воздуха он должен поступать в дозирующую секцию при высокой температуре. Затем он полностью расплавляется.
Резюме
Проще говоря, любой шнек экструдера можно преобразовать в шнек экструдера для вентиляции. На самом деле реализовать это в вентиляции довольно просто.
Подводя итог, что такое вентилируемый шнек экструдера? Реверсивный резьбовой элемент (или реверсивный прижимной блок, или любой другой элемент давления) + большой ведущий резьбовой элемент. В то же время большой резьбовой элемент ствола экструдера также содержит вентиляционный порт или порт принудительной вентиляции с отрицательным вакуумным давлением. Принцип работы заключается в том, чтобы внезапно расширить поверхность расплава и одновременно резко снизить давление расплава. Таким образом, может быть реализована функция вентиляции.
Конечно, обычно вышеописанный метод используется только для выпуска воздуха. В полости расплава образуется лишь небольшое количество пузырьков воздуха или влаги. Для реактивной экструзии необходимы некоторые специфические модификации, но принцип тот же.
О нас
Компания HUACHEN Screw Manufacturing Co., Ltd. расположена в красивом прибрежном городе Тысячи Островов, городе Цзинтан, провинция Чжэцзян, Китай. Это крупнейшая в Китае база по производству винтов и бочек для пластмасс и резины.
Имея более чем 23-летний опыт в области химического машиностроения пластмасс, наш завод специализируется на производстве биметаллических бочек марки HUACHEN, бочек с втулками SKD, биметаллических винтов и различных фасонных серий винтов с бочками. Продукция используется в пластиковых экструдерах, машинах для литья под давлением и других машинах.
Узнайте больше о вентилируемых шнеках для экструдеров от HUACHEN Screw Barrel, запросив цену или связавшись с нами.
- Ведущая технология втулочных бочек с вкладышами SKD
- Запись выставки HUACHEN Screw
- Параметры ствола шнека
- Поток обслуживания заказов HUACHEN
- Профиль компании
- связаться с нами
- Технические инновации
- Технологический процесс шнека и бочки
СВЯЗАННОЕ СОДЕРЖАНИЕ О ВИНТЕ И БОЧКЕ
- Одинарный винт
- Винт HUACHEN, Чжоушань, Китай. Горячие продажи по всему миру
- Что такое биметаллический винтовой ствол?
- Конический винтовой цилиндр
- Что такое порошок кальция с высоким содержанием наполнителя?
- Как выбрать лучшую коническую двухшнековую конструкцию?
- Трубы из ПВХ: Что это такое? Где она используется?
- Какова структура и детали двухшнекового экструдера?