о нас
Параметры ствола шнека
Базовая обработка винтовых бочек
1. Основной материал: премиум 38CrMoAlA, UNS K24065, SACM645, 41CrAlMo7-10, SKD11, SKD61
2. Плазменная наплавка уязвимых участков биметаллическим покрытием: биметалл на основе Fe, биметалл на основе Ni-, биметалл на основе Co, биметалл на основе NiCo, карбид вольфрама / биметалл на основе вольфрама.
3. Уровень биметалла карбида вольфрама: Уровень A – содержит вольфрам 40%, Уровень B – содержит вольфрам 25%, Уровень C – содержит вольфрам 9.5%.
4. Центробежно-литой сплав Материал основы для стволов: незакаленная сталь S38MnSIV.
Обработка поверхности винтовых бочек
1. Твердость после закалки и отпуска: HB 240-280
2. Слой плазменного азотирования: 0,6-0,8 мм
3. Время азотирования: более 120 часов
4. Твердость поверхности ствола винта при азотировании: HV 1000-1100 (HRC 56-65).
5. Хрупкость ствола азотированного винта: менее I класса.
6. Шероховатость поверхности ствола винта: Ra 0,4 мкм
7. Линейность винта: ≤ 0,015 мм.
8. Толщина слоя твердого хромирования (опционально): 0,05-0,10 мм
9. Твердость слоя твердого хромирования (опционально): ≥ HV 950
Биметаллическая обработка
1. Центробежное литье слоев сплава твердость барреля: HRC 50-62
2. Центробежное литье слоев сплава Толщина ствола: 1,5-3,0 мм с каждой стороны
3. Напыление плазменных биметаллических покрытий поверхностная твердость: HRC ≥ 61
4. Распыление плазменных биметаллических покрытий глубина: 2-4 мм
Ствол с гильзой из быстрорежущей стали со сталью SKD
1. Твердость поверхности втулки из стали SKD: ≥ HRC 62
2. Толщина втулки-вкладыша SKD: 6-10 мм
Пластиковые материалы, подходящие для ствола шнека, включают:
1. Общие пластмассы
2. ABS, PA, PC, PE, PET, PP, PS, EVA, PU, PVC, U-PVC, C-PVC, WPC, SPC и т.д.
3. PA + GF (стекловолокно)
4. Огнестойкие армированные пластики
5. Модифицированные инженерные пластики
6. Все виды смешанных переработанных материалов (в виде лома или гранул) и т.д.

Биметаллический винт HUACHEN и материалы на основе бочки
Нитридная сталь 38CrMoAlA – это высококачественная нитридная сталь с отличной износостойкостью, усталостной прочностью и прочностью.
38CrMoAlA имеет высокую поверхностную твердость, износостойкость и усталостную прочность после азотирования, а также высокую жаропрочность и коррозионную стойкость.
Шнек и ствол высококачественных китайских экструдеров в основном изготавливаются из 38CrMoAlA. Шнек и ствол различного происхождения, 38CrMoAlA и обычные марки стали каждой страны имеют сопоставимые свойства и могут быть заменены для покупателей во всем мире.
Сравнение составов 38CrMoAlA, UNS K24065, SACM645, 41CrAlMo7-10:
| Страна | Китай | США | Япония | Германия |
| Стандарт | GB/T3077 | SAE 6470 | JIS G4053 | DIN EN 10085 |
| Марка стали | 38CrMoAlA | 135 Mod UNS K24065 | SACM645 (SACM1) | 1.8509 41CrAlMo7-10 |
| C | 0.35~0.42 | 0.38~0.43 | 0.40~0.50 | 0.38~0.45 |
| Si | 0.20~0.45 | 0.20~0.40 | 0.15~0.50 | ≤0.40 |
| Mn | 0.30~0.60 | 0.50~0.80 | ≤0.60 | 0.40~0.70 |
| F | ≤0.035 | ≤0.025 | ≤0.030 | ≤0.025 |
| S | ≤0.035 | ≤0.025 | 0.030 | ≤0.035 |
| Cr | 1.35~1.65 | 1.40~1.60 | 1.30~1.70 | 1.50~1.80 |
| Mo | 0.15~0.25 | 0.30~0.40 | 0.15~0.35 | 0.20~0.35 |
| Al | 0.70~1.10 | 0.95~1.30 | 0.70~1.20 | 0.80~1.20 |
Некоторые производители винтов и стволов используют материал 40Cr вместо 38CrMoAlA, который трудно отличить по внешнему виду, но качество которого значительно отличается.
Процесс термической обработки основных материалов винтовой бочки от HUACHEN:
| Пункт | Температура ℃ | Охлаждение | Твердость HRC |
| Отжиг | 840~870 | охлаждение печи | ≤229HB |
| Нормализация | 930~970 | Воздушное охлаждение | – |
| Закалка | 940 | Масло | >56 |
| Темперирование | 150~200 | Вода или масло | 51~56 |
| 300~400 | Вода или масло | 45~51 | |
| 500~550 | Вода или масло | 35~39 | |
| 600~650 | Вода или масло | 28~31 |
Азотирование материала бочкового винта HUACHEN
Основной целью азотирования азотированной стали является повышение ее износостойкости. Твердость стали 38CrMoAlA после азотирования может достигать HV1000 или выше, а слой закалки может достигать 0,7 мм или более.
Процесс азотирования винтового ствола обычно выглядит следующим образом: черновая обработка → закалка → чистовая обработка → снятие напряжения → тонкая шлифовка → азотирование → тонкая шлифовка → сборка
Прочностные характеристики бочкообразного винта обеспечиваются этими 8 операциями. Однако некоторые производители могут пропустить процессы раннего отпуска и снятия напряжения. Продукт будет почти незаметен, но влияние на срок службы винта будет значительным. Кроме того, поскольку все 8 операций требуют времени, для производства высококачественного бочкообразного винта необходимо достаточно времени.

Процесс изготовления биметаллического шнека и бочки
На основе бочкообразного винта, обработанного азотированием, бочкообразный винт обрабатывается сварочной наплавкой сплава для эффективного повышения срока службы, но стоимость также будет выше.
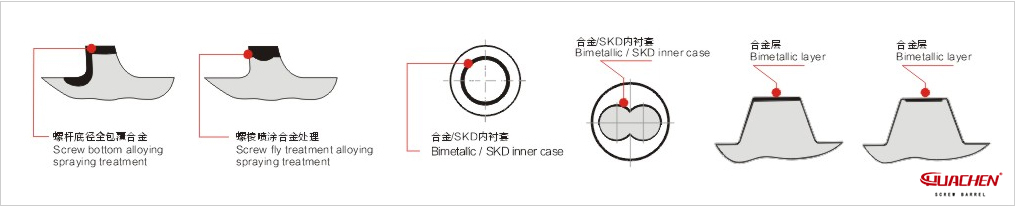
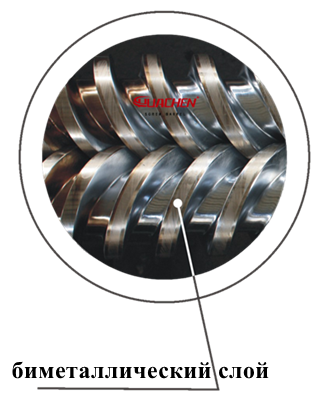
Процесс обработки биметаллического шнека
Процесс обработки: Используя сплав STELLITE, винт имеет шлицы на поверхности зубцов винта, сваривается распылением и инкрустируется сплавом. Компания HUACHEN использует самостоятельно разработанный процесс обработки с помощью сварки распылением, лидируя среди аналогов.
Положение напыления на экструзионных шнеках.
1. Напыление биметаллического покрытия на зубцы шнека.
2. Полное покрытие сплавом на нижнем диаметре шнека
3. Покрытие хромом, титаном и другими специальными сплавами
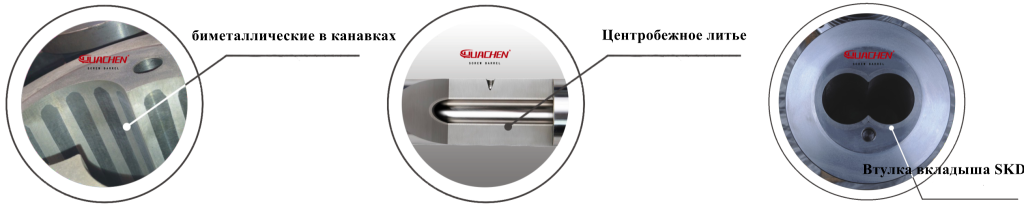
Процесс обработки биметаллической или легированной бочки
Процесс обработки: Используется сплав X-ALLOY или сплав BRUX.
1. Обработка сплава с пазами
2. Обработка центробежным литьем внутреннего отверстия ствола
3. Обработка ствола втулки-вкладыша из сплава